

Product group

Moisture meters
Finna Sensors infrared humidity sensor OMNIR
More information

Moisture meters
Finna Sensors linear humidity sensor OMNIR-SS
More information

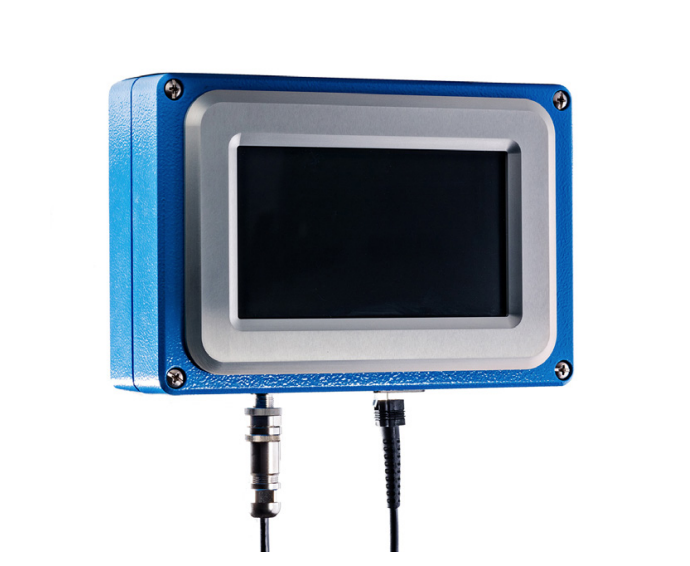
Moisture meters
Finna Sensors linear humidity sensor SMART III RF
More information

Moisture meters
Finna Sensors infrared humidity sensor Scanframe
More information

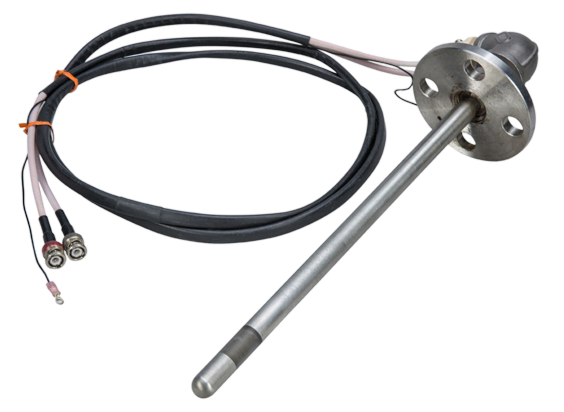
Moisture meters
Finna Sensors probe for measuring trace moisture SMART III RF
More information

Moisture meters
Finna Sensors building materials moisture meter A8
More information

Moisture meters
Finna Sensors handheld moisture meter A8-AF
More information
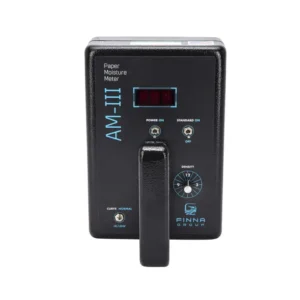
Moisture meters
Finna Sensors paper moisture meter AM-III
More information

Moisture meters
Finna Sensors paper moisture meter AM-IIIB
More information

Moisture meters
Finna Sensors concrete moisture meter B series
More information





RELATED ARTICLES